
የማርሽ ፓምፕ መርህ ንድፍ
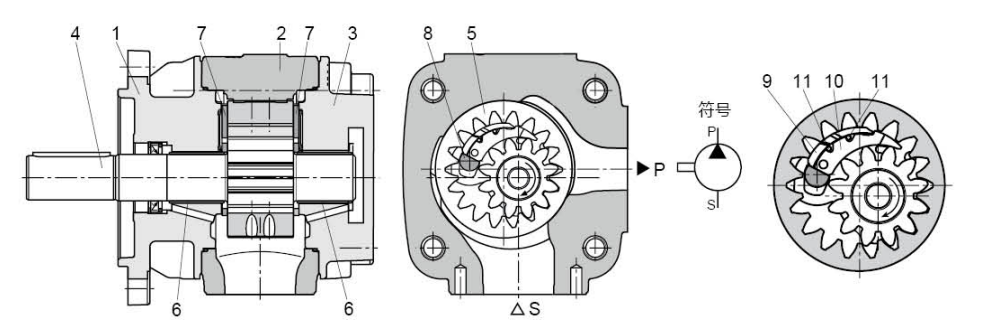
የቪጂ ሃይድሮሊክ ፓምፕየኋላ ማካካሻ የውስጥ ማርሽ ፓምፕ ከ ሀቋሚ መፈናቀል. መሰረታዊ አወቃቀሩ፡- የፊት መሸፈኛ (1) ፣ የፓምፕ አካል (2) ፣ የኋላ ሽፋን (3) ፣ የውጪ ማርሽ ዘንግ (4) ፣ የውስጥ ማርሽ ቀለበት (5) ፣ ተንሸራታች መያዣ (6) ፣ የዘይት ማከፋፈያ ሳህን (7) ፣ እና የአቀማመጥ ዘንግ (8) ፣ የጨረቃ ንዑስ ሰሌዳ (9) ፣ የጨረቃ ዋና ሰሌዳ (10) እና የማተሚያ ዘንግ (11) ያካትታል።
የመሳብ እና የማፍሰስ ሂደት
በፈሳሽ ተለዋዋጭነት መሰረት የተጫነው የውጪ ማርሽ ዘንግ (4) የውስጥ የማርሽ ቀለበት (5) ወደ ማዞሪያው አቅጣጫ ይመራዋል። በዘይት መሳብ አካባቢ በተከፈተው የጥርስ ክፍተት በኩል ዘይቱን ይሙሉ. ዘይቱ ከዘይት መሳብ ቦታ (ኤስ) ወደ ግፊት ቦታ (P) በውጫዊው የማርሽ ዘንግ እና በኢንተር ማርሽ ቀለበት መካከል ባለው የጎን ክፍተት በኩል ይጓጓዛል። በውጤቱም, ዘይቱ ከተዘጋው የጥርስ ክፍተት ተለቅቆ ወደ ግፊት ዘይት ወደብ (P) ይደርሳል. የዘይት መምጠጫ ቦታ እና የመልቀቂያ ቦታ በጨረር ማካካሻ ንጥረ ነገር (ከ 9 እስከ 11) እና በውስጠኛው የቀለበት ማርሽ እና በውጪው ማርሽ መካከል ባለው የማርሽ ንጣፍ ተለያይተዋል።
አክሲያል ማሟያ
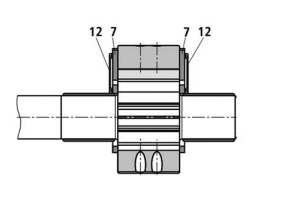
በግፊት ዞን ውስጥ ያለው የመልቀቂያ ክፍል በ tge iuk ማከፋፈያ ሳህን (7) በአክሲየም የታሸገ ነው። የዘይት ማከፋፈያው ምጣድ ከመፍሰሱ ርቆ የሚጋፈጠው አንድ ጎን በተጫነው ግፊት (12) ተጭኖ ነው። እነዚህ የግፊት መስኮች የዘይት ማከፋፈያ ጠፍጣፋ እና የመልቀቂያው ቦታ ሚዛን ላይ እንዲደርሱ ያደርጉታል ፣ ከተገቢው የማተም ውጤት በዝቅተኛ ሜካኒካዊ ኪሳራ ይደርሳል።
ራዲያል ማካካሻ
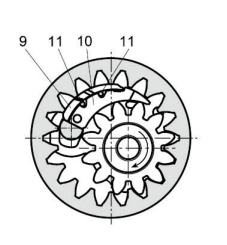
ራዲያል ኮምፓንስ ኤለመንት ግማሽ ጨረቃ ንዑስ-ፕሌት (9)፣ የጨረቃ ዋና ሳህን (10) እና የማተሚያ ዘንግ (11) ያካትታል። የጨረቃው ዋና ጠፍጣፋ (10) ወደ ውጭው የማርሽ ዘንግ ወደ ዳስ ጫፍ ክብ ወለል ፣ የጨረቃ ንዑስ ንጣፍ (9) ከውስጠኛው የማርሽ ቀለበት የጥርስ ጫፍ ክብ ወለል እና የአቀማመጥ ዘንግ ጋር በጥብቅ ተያይዟል። የጨረቃውን ንጣፍ በክብ አቅጣጫው ላይ ያለውን እንቅስቃሴ ለመገደብ ጥቅም ላይ ይውላል.
በዚህ መንገድ የግፊት ዞኑን በራስ ሰር ማጽጃ በማስተካከል ከመጥመቂያው ዞን መለየት ይቻላል. ይህ በስራ ሰዓቱ ውስጥ ከፍተኛ መጠን ያለው ውጤታማነትን ያለማቋረጥ ለማቆየት ቅድመ ሁኔታ ነው።
የጥርስ መበስበስ
ጥርሱ ከማይታወቅ ጎኖቹ ጋር ለዝቅተኛ ፍሰት እና ለግፊት መወዛወዝ ረጅም የሜሺንግ ርዝመት ስላለው ዝቅተኛ የድምፅ አሠራርን ያረጋግጣል።
የሞዴል ስያሜ
| ቪጂ1 | -63 | R | E | W | -A1 |
| ተከታታይ | ማፈናቀል ml/r | ማዞር | ዘንግ ዓይነት | የማተም ቁሳቁስ | ንድፍ ቁጥር. |
| ቪጂ0 | 8፣10፣ 13፣ 16፣ 20፣ 25 | ከፓምፕ ዘንግ ጫፍ እይታዎች R= ቀኝ እጅ በሰዓት አቅጣጫ L=የግራ እጅ በተቃራኒ ሰዓት አቅጣጫ | E=ቀጥታ የቁልፍ ዘንግ R=Spline ዘንግ | ወ= NBR V=FKM | A1 |
| ቪጂ1 | 25, 32, 40, 50, 63, 50H, 63H | ||||
| ቪጂ2 | 80፣ 100፣ 125፣ 145፣ 160 |
ለፓምፕ ዘንጎች

ፓምፑን መሰብሰብ

የስራ ቦታ እይታዎች
6S አስተዳደር


መተግበሪያ
በኢንዱስትሪ ውስጥ እንደ ፕላስቲክ ማሽን ፣ የጫማ ማሽን ፣ የዳይ ማንጠልጠያ ማሽነሪዎች እና ፎርክሊፍት እና ሌሎች ኢንዱስትሪዎች ሃይድሮሊክ ሲስተም ፣ በተለይም ለ servo ተለዋዋጭ ድግግሞሽ ድራይቭ የኃይል ቁጠባ ስርዓት በሰፊው ጥቅም ላይ ሊውል ይችላል።
ለአጠቃቀም ትኩረት የሚሰጡ ነጥቦች
1. የነዳጅ ፓምፕ መትከል
- በተቻለ መጠን ተጣጣፊ ማያያዣ በፓምፕ ዘንግ እና በሞተር ዘንግ መካከል በማጣመም ወይም በአክሲያል ግፊት መካከል ያለውን ግንኙነት ለማገናኘት ያገለግላል. በፓምፕ ሼፍ እና በሞተር ዘንግ መካከል የሚፈቀደው ከፍተኛው የመተባበር ስህተት 0.15 ሚሜ ነው።
2. የመግቢያ እና መውጫ ግንኙነት
- በነዳጅ ፓምፕ ዘይት ወደብ መሠረት የቧንቧውን የውስጥ ዲያሜትር ይምረጡ (የተመቻቸ የመግቢያ ፍጥነት 0.6-1.2m / s);
- የንድፍ መምጠጥ ቱቦው መስመር የሚፈቀደው የመግቢያ የሥራ ጫና (ከ 0.8ባር እስከ 2ባር ያለው ፍፁም ዋጋ) ጋር መጣጣም አለበት, እና የመምጠጥ ቱቦ መስመርን እና በርካታ የፓምፕ መምጠጥ ቱቦዎችን በማጣመር;
- የዘይት መምጠጥ ፍላይተር ጥቅም ላይ ከዋለ ፣ የዘይት መምጠጥ ማጣሪያው በከፍተኛው የዘይቱ ፓምፕ ፍሰት መሠረት እንዲመረጥ ይመከራል ፣ በ 2-3 ጊዜ ተባዝቷል ፣ እና ፍጹም የማጣሪያ ትክክለኛነት 50-180um ነው። ማጣሪያው የተበከለ ቢሆንም እንኳ ከተፈቀደው ዝቅተኛ የመግቢያ የሥራ ጫና መብለጥ እንደማይችል መረጋገጥ አለበት;
- የተመረጠው የመምጠጥ ቱቦዎች የመጥለቅ ጥልቀት በተቻለ መጠን ጥልቅ መሆን አለበት. የ Eddy currents በከፍተኛው የፍሰት መጠን እንኳን መፈጠር የለባቸውም, አለበለዚያ ግን የአየር መሳብ እና የመልቀቅ አደጋ ይሆናል.
- በመምጠጥ ቧንቧ ንድፍ ውስጥ, የዘይት መግቢያው በአቀባዊ ወደ ታች መጫን አይመከርም. የነዳጅ ማጠራቀሚያው ከዘይት ፓምፕ በታች የሚገኝ ከሆነ, የዘይቱ መግቢያ ወደ ላይ ወይም በሁለቱም አግድም ጎኖች ላይ መሆን አለበት.
3. የፓምፕ ጥምር
- ፓምፖችን በማጣመር እያንዳንዱ ደረጃ ከተፈቀደው የሥራ ቀን ጋር የተጣጣሙ የፓምፕ ዓይነቶችን ማሟላቱን ማረጋገጥ አስፈላጊ ነው;
- የሁሉም ጥምር ፓምፖች የማዞሪያ አቅጣጫ ተመሳሳይ መሆን አለበት;
- ከፍተኛው የማሽከርከር ፣ ተለዋዋጭ መፈናቀል ወይም የተተገበረ ጭነት ያላቸው ፓምፖች እንደ ጥምር ፓምፕ የመጀመሪያ ደረጃ መሰጠት አለባቸው ።
- ለተለያዩ አፕሊኬሽኖች ከፍተኛው የሾል ድራይቭ ማሽከርከር በፕሮጀክቱ እቅድ አውጪ መረጋገጥ አለበት።
የሚፈቀደው ከፍተኛው ጉልበት (Nm)
የተጣመረው ፓምፕ ጠቅላላ ጉልበት ከከፍተኛው የማሽከርከር ጉልበት መብለጥ የለበትም.
ጥምረት ወደ ውስጥ መተንፈስ አይፈቀድም።
የኋላ የፓምፕ ዘንግ ንድፍ "R" (ስፕሊን) መሆን አለበት.
4. የመጀመሪያ ስራ
- የሃይድሮሊክ ስርዓቱ በትክክል መጫኑን እና በመነሻ ጅምር ላይ መገናኘቱን ያረጋግጡ;
- ከቀዶ ጥገናው በፊት በሃይድሮሊክ ዘይት ፓምፕ ፣ በዘይት እፎይታ ቫልቭ በተሞላው የውስጥ ቧንቧ ቱቦ ወይም ፍሰት መስመር ፣ ምንም ጭነት በማይሠራበት ሁኔታ ስርዓቱን መክፈት ፣ በቂ የቅባት ዘይት ፓምፕ መቆየት እና በቧንቧው ውስጥ ያለውን አየር ማስወጣት (ዘይት ነው) የእርዳታ ቫልቭን አላስቀመጠም ፣ ለምሳሌ ሲስተም የፓምፕ ኤክስፖርት መገጣጠሚያውን ትንሽ ዘና ይበሉ ፣ ለጭስ ማውጫው መፍሰስ አንዳንድ ዘዴዎች ይህንን ዘዴ በሚጠቀሙበት ጊዜ ዝቅተኛ ግፊት ባለው ሁኔታ ውስጥ መሆን አለበት እና የግፊት ግፊት እንደማይጨምር ያረጋግጡ።
- መጫን መጀመር አልተቻለም, አለበለዚያ የዘይቱን ፓምፕ ውስጣዊ ጉዳት ያስከትላል.
- ከተደጋገመ የነጥብ ቀዶ ጥገና በኋላ, የመሳብ ድምጽ ይጠፋል. ለበርካታ ጊዜያት በተደጋጋሚ የነጥብ ቀዶ ጥገና ከተደረገ በኋላ የአየር ድብልቅ ድምጽ የማይጠፋ ከሆነ. በመግቢያው በኩል ባለው የቧንቧ መስመር ውስጥ የአየር ብክነት መኖሩን መሆን አለበት.
5. ጥገና
- የነዳጅ ፓምፑን የአገልግሎት ሊፍት ለማሻሻል መደበኛ ያልሆነ ንዝረት፣ ጫጫታ፣ የዘይት ሙቀት፣ የሃይድሮሊክ ስርዓቱ የዘይት ሁኔታ፣ በገንዳው ውስጥ አረፋዎች መኖራቸውን እና የውሃ ማፍሰስ እና ሌሎች ችግሮች መኖራቸውን በየጊዜው ማረጋገጥ እና በ ጊዜ;
- ሁሉም የነዳጅ ፓምፖች ከፋብሪካው ከመውጣታቸው በፊት የአፈፃፀም ፈተናውን አልፈዋል. ማንኛውም ድርጅት ወይም ግለሰብ ከኩባንያው ፈቃድ ውጭ የነዳጅ ፓምፖችን መበተን፣ መገጣጠም ወይም መለወጥ የለበትም። ከኩባንያው ፈቃድ ውጭ የነዳጅ ፓምፖችን ከተነተነ፣ ከተገጠመ ወይም ከተለወጠ በኩባንያው የጥገና ሪፖርት ወሰን ውስጥ አይደለም እና ኩባንያው ምንም ዓይነት ኃላፊነት አይወስድም።